Home About us Contact us Protuner Loop Analyser & Tuner Educational PDFs Loop Signatures Case Histories
Michael Brown Control Engineering CC
Practical Process Control Training & Loop Optimisation
Control Loop Case History 128
WHY USE A BASE LAYER CONTROL SYSTEM?
Advanced Process Control (APC) is the "in-thing" in the modern control world. Many plants in numerous industries are applying it. The potential benefits to production and financial bottom line are very large. Most young control engineers are enraptured by its possibilities.
An important thing to take note of is that the APC control systems control outputs feed the setpoints of the "base-layer" feedback controllers, which are the tools that will actually will get the control valves to the correct place, and hence get the controls to actually work. If the "base-layer" feedback controllers are tuned and operating correctly they will ensure that the correct amount of product is fed into the process so as to get the process to the desired setpoint and to keep control variance from setpoint to a minimum. If these base layer controllers do not operate efficiently, the APC systems will not operate well.
Dr. Y Zak Friedman is one of the world's leading experts in APC. To quote from one of his papers:
"On-line process optimization is worth working for, but without robust advanced controls it will never happen. I recently evaluated how well advanced controls worked in five refineries. Having spent money on such projects, the refineries faced a situation in which there was no measurable improvement in overall plant performance. These refineries are owned by different companies, yet they share a pattern of mistakes in administrating advanced controls."
"Everyone knows that building advanced controls on poorly tuned basic controls is akin to building skyscrapers on quicksand. But, in the audited refineries, this was theoretical knowledge. The art of loop tuning demands a combination of skills not often found in one individual: process dynamics and control theory; process engineering and understanding of inter-loop interactions; and familiarity with the economic driving forces and operating objectives. The skill requirements, and also the fact that tuning is a time- consuming activity, lead to tuning practices such as cutting or adding to the gain whenever someone complains, without conducting a test to identify the loop dynamics and without appreciation of the tuning objective for the loop."
When companies implement APC systems, an early part of the programme is to optimise the base layer loops. Often they allow an unrealistically short period (in one case I saw , only 2 to 3 weeks) to optimise several hundred loops. This is completely ridiculous and shows they have no idea of the complexities and realities involved in optimisation. I have been called into many plants which have implemented APC systems. Without exception the base layer control loops were far from optimised and were operating completely inefficiently in automatic. As mentioned many times in my articles this is because very few people understand how to go about optimisation as they do not understand the practicalities of feedback control. They think everything is a question of just tuning which they seem to believe will solve all problems. (On the subject of tuning alone, it should be noted that very few people have any real knowledge on how to go about tuning, and most tuning is done by trial and error and results in closed loop performance that is very far from optimum.)
Some young APC engineers have very little plant experience, and have little ability to optimise base layer controls. In one very large plant where I do a lot of work, a new team of APC people, mostly with M.SC. Eng. and higher degrees actually proposed that the base layer was superfluous and that the APC should be connected directly to the valves. They had no idea of the realities of plant controls, and that valves seldom do what they are expected to do, apart from a myriad of other problems that include non-linearities, immeasurable load changes, changes in operating conditions, to name a few of the more common problems. The base layer regulatory controls are there to ensure that the processes do get to setpoint irrespective of the imperfection of devices such as valves. There is no chance that APC could work at all without these base layer controls.
Many of the articles in this series deal with valve problems, and I am still amazed at the different things I still see when optimising controls.
I am fortunate enough to have performed a great deal of optimisation work in numerous plants over many years, and after optimising many hundreds of loops am still finding interesting peculiarities in valves. Here are three examples:
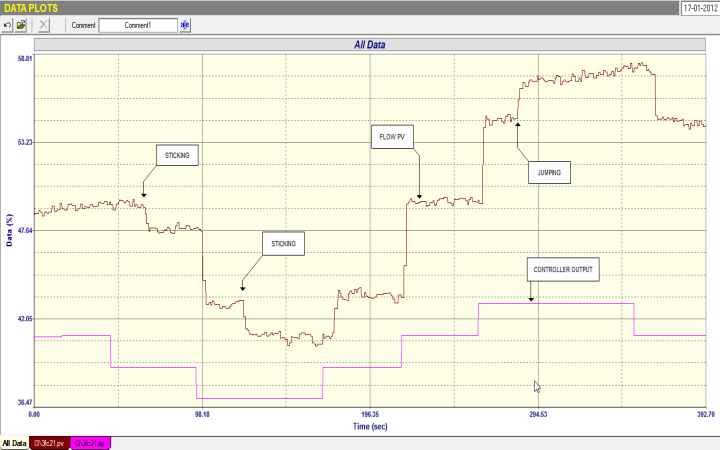
Figure 1 shows an open loop test on an important flow control loop. Steps of equal magnitude were made on the PD (controller output). The valve is very non-repeatable. It sticks at times. At other times it jumps, and it doesn't move the same amount each time. It is also about two and a half times oversized. (Oversized valves increase control variance by the oversize factor.)
Fig. 1
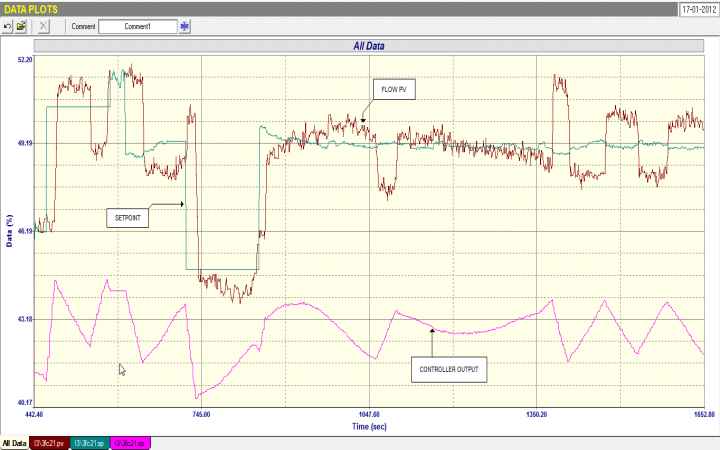
Figure 2 shows the performance in closed loop with a tuning that should have given critical damped response (i.e. the fastest response to setpoint without overshoot). It can be seen that the performance is terrible. On some of the setpoint changes the valve sticks and then overshoots. One can see the controller's integral term ramping back to try and get the valve back to the right place, and then the valve after sticking overshoots in the opposite direction. On several occasions a bad stick-slip cycle sets in.
Fig.2
The important thing to note that even with a valve as bad as this, the feedback control does manage to keep the process pretty close to setpoint.
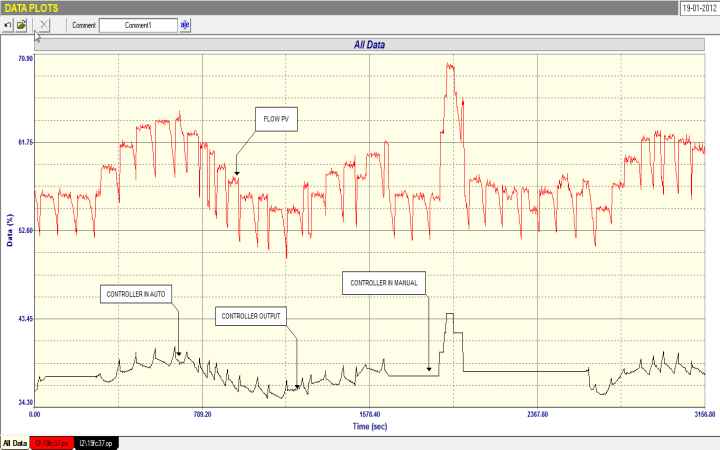
The next example is what I like to call "The Case of the Twitchy Valve". This was really unusual valve behaviour. The valve was part of a secondary cascade flow control loop. Approximately every one and a half minutes the valve would suddenly start closing very quickly and move about 5%. It would then recover and spring back to its previous position. This repeated continuously and it made no difference if the controller was in automatic or manual. Figure 3 shows this behaviour recorded over a period of close on an hour.
Fig. 3
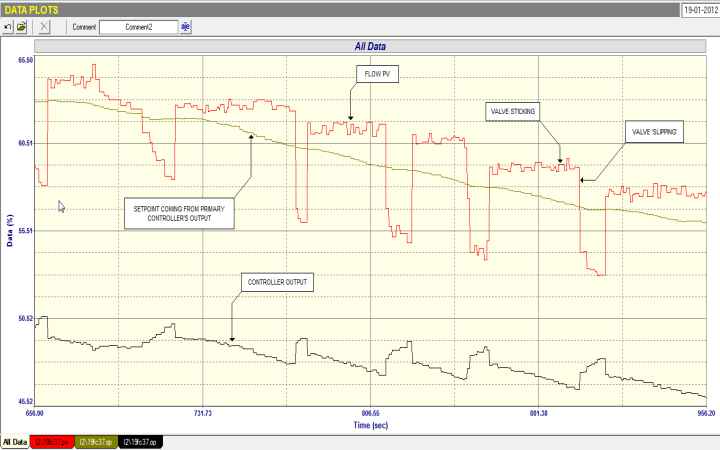
Fig.4
Figure 4 shows an enlarged detail from the previous figure with the setpoint ramping down slowly and the flow trying to follow it. It can be seen how the valve appears to be sticking and then slipping.
A physical examination of the valve in the plant confirmed that this behaviour was indeed valve movement and not some problem in the pump upstream from the valve. In actual fact the process people were very concerned with this valve behaviour as the pump was very special and expensive , and there was concern that the "effective pulsing" of the flow could eventually cause damage to the pump. As of present time nobody has yet been able to come up with an explanation for this weird behaviour, and a strip down of the valve will only be possible during the next plant shutdown.
Once again, even with terribly strange valve behaviour, the feedback control system managed to keep the process on setpoint for most of the time.
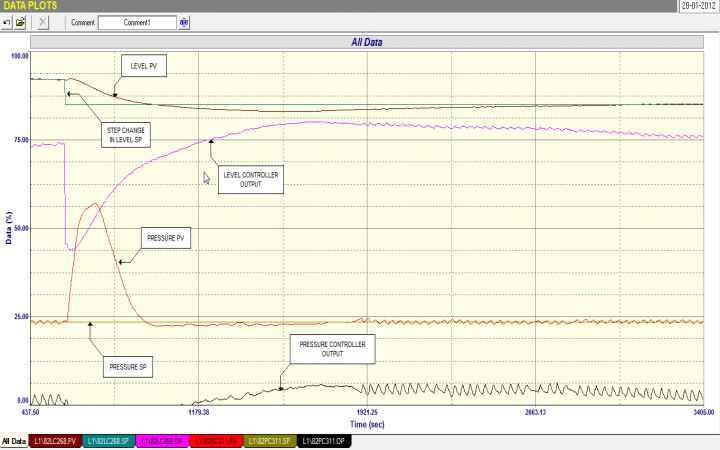
The last example of terrible valve behaviour is of a pressure control system the purpose of which is to keep the output pressure of a pump from going too high. The pump was feeding a tank which had a level control on it. Figure 5 shows a closed loop test on the level control where a setpoint change was made. The pressure control was also recorded.
Fig. 5
It can be seen that that the pressure controller is cycling. The reason for this is that the output of the pressure controller was operating at about 3%. This is because the pressure control valve was dramatically oversized.
It is a well known fact that control valves do not operate well when controlling close to seat, and there is a general rule of thumb that they should always operate above an opening of 20%. They tend to become very non-linear below that, and can cycle at small openings, as is happening in this case.
When the setpoint of the level controller was stepped down as seen in the figure, the pressure rose sharply in the line, and the pressure control valve was unable to deal with the disturbance in pressure, and the output went to zero.
The operators were very concerned with the cycle on the pressure control valve as it was feared this could have a damaging effect on the pump.
However the remarkable thing about this example is that although the pressure control was unable to catch the surge, the feedback control was still able under normal operating conditions to keep the pressure at setpoint, even with the valve operating at such a tiny opening.
These examples illustrate the remarkable ability of feedback control systems to be able to keep processes at desired setpoints in spite of relatively serious valve problems.