Home About us Contact us Protuner Loop Analyser & Tuner Educational PDFs Loop Signatures Case Histories
Michael Brown Control Engineering CC
Practical Process Control Training & Loop Optimisation
CONTROL LOOP CASE HISTORY 140
REPORT AFTER OPTIMISATION EXERCISE
There is a particular continuous process plant in South Africa that takes base layer control loop optimisation extremely seriously. (Most other plants unfortunately do not, which to me is terribly sad). I do a lot of work for that plant and spend several weeks a year with a team of their Advanced Control Engineers working on analysing and optimising loops that have been identified as not working well and causing problems.
In the past my reports have been passed on to other relevant departments including C&I Maintenance, and Process Engineers and Management. Due to the fact that people in these other departments have little understanding of Practical Control the reports have often not been really understood, and the problems fully appreciated. On my last visit to this plant it was decided that firstly selected personnel from the other departments would attend the optimisation work relevant to their plant sections, and secondly that the reports should now be fully illustrated with how we analysed the problems, and presented at a meeting to heads of the other departments. In addition to this, selected personnel from these other departments will also attend courses on Practical Control, which are very different from most other courses on control, and give a really good understanding of what happens in real life in control loops.
We have decided for at least the interim period to publish these reports in parts in this series of articles. Previously we have tried to put quite a lot of detail into the articles resulting for reasons of space requirements in the figures being relatively small. These articles will each show only show one or two of the items in the report.
The reports not only contain problems, but also successes, that can highlight the improvements that can be obtained by a control loop that is working and responding properly. Some of these successes of extremely slow loops have been illustrated by accurate simulations, as it would have taken an extremely long time to do recordings of both the original and final performance.
This particular article will show one such success, but with a relatively small problem.
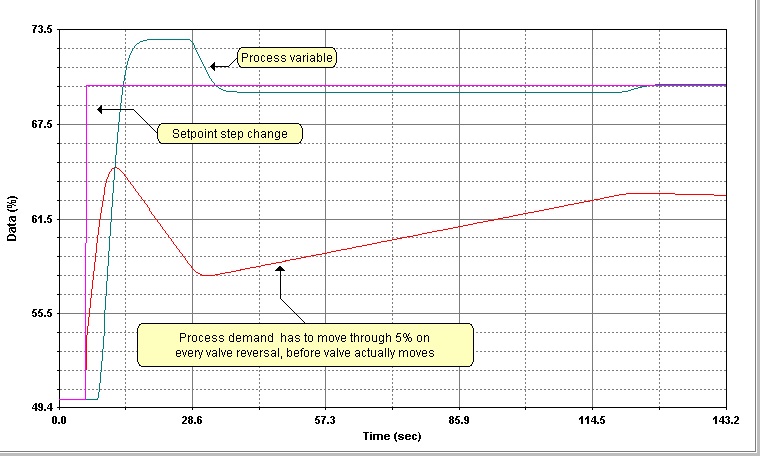
Fig 1.
Figure 1 shows as “As Found” closed loop test on this flow loop which the Operators were complaining about as being “very jumpy”. The test shows the loop running in automatic with the original tuning and responding to several step setpoint changes. It can be seen that the loop was in fact completely unstable.
Fig 2.
Figure 2 is an open loop test and shows firstly that the valve is suffering from negative hysteresis which causes it to overshoot when its direction is being reversed. This can result in instability in automatic, and is caused by either an underpowered actuator, or a positioner problem. Secondly the test shows that the valve is about 4 times oversized. This is determined by the magnitude of the changes of the PV compared to those in the change of PD (controller output). (Oversized valves increase control variance and amplitude of cycling by the oversize factor.)
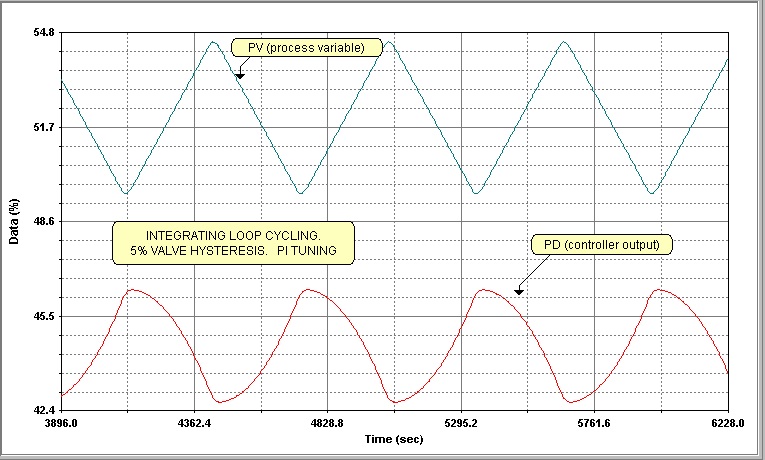
Fig 3.
It was decided to tune the controller using the step responses shown in Figure 2. Surprisingly enough with the valve problems, relatively good control was obtained which is shown in Figure 3. There is still a small amplitude sporadic but limited cycle occurring, which will only be eliminated when the cause of the negative hysteresis is determined and eradicated. The main cause of the original massive cycling was due to bad tuning.