Home About us Contact us Protuner Loop Analyser & Tuner Educational PDFs Loop Signatures Case Histories
Michael Brown Control Engineering CC
Practical Process Control Training & Loop Optimisation
CASE HISTORY 197
BAD REBOILER TEMPERATURE CONTROL
It is very important that reboiler temperature controls operate well in petro-chemical refineries, or the product quality can really suffer. I was asked to check such a control in a refinery where they were having problems with one of these controls.
The plant had used a good tuning packet to tune the controls. However as I have often mentioned tuning is the last thing that should be done when optimising controls. It is very important to first investigate all aspects of the control loop including loop components as well as the control strategy. They had not done this.
The controls in question consisted of a cascade control system with the primary controller being the temperature control and the secondary cascaded steam flow controller.
When analysing cascade control systems you must always start with the secondary control which is generally there to ensure that the final control element does what it’s supposed to do as quickly and as accurately as possible.
In this particular case the temperature could respond to changes very quickly, and this made the testing quite difficult as varying temperature could affect the final product adversely, so we had to try and keep the changes we needed to make for the tests as small as possible.
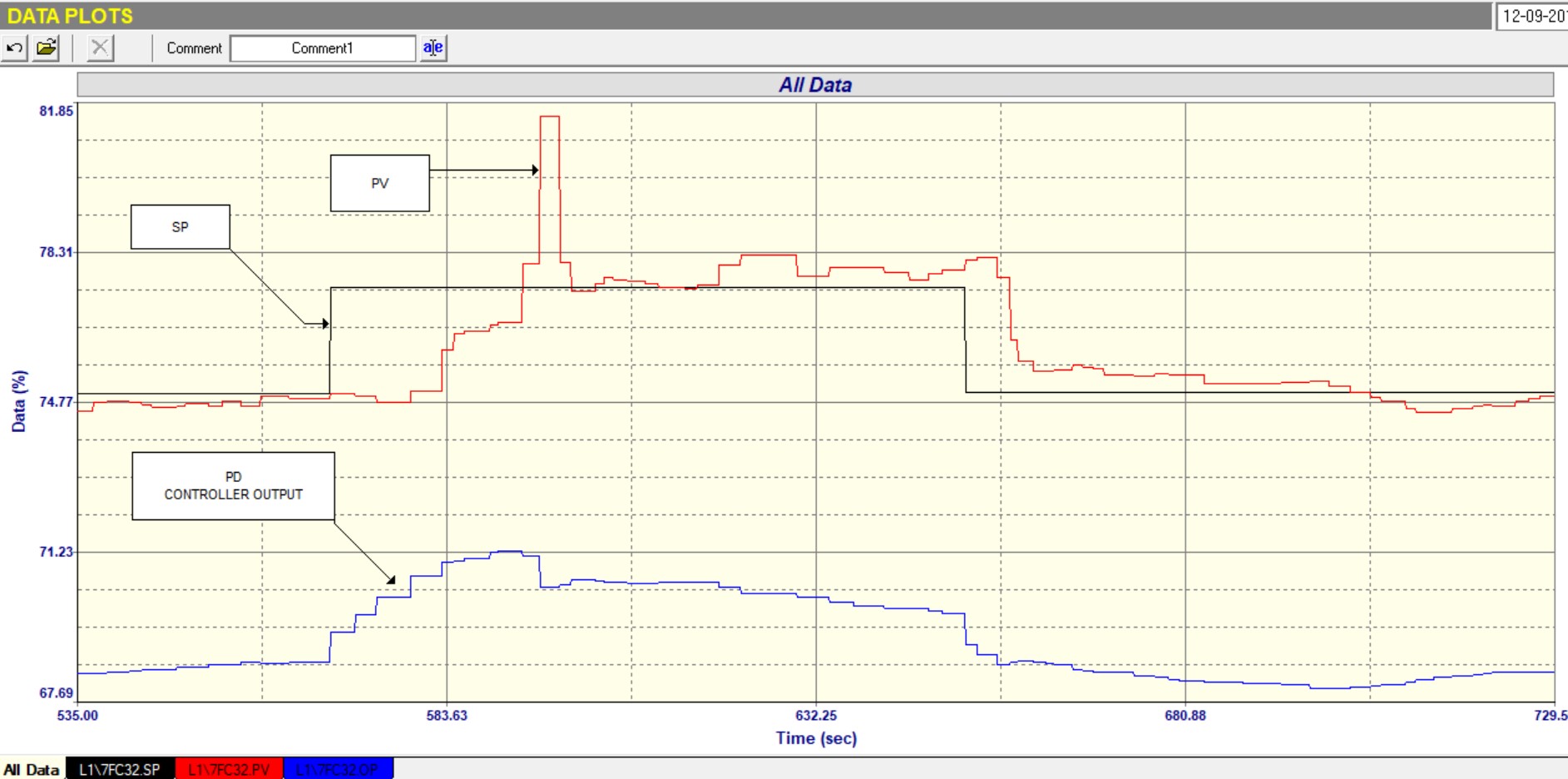
Figure 1
We started with a Closed Loop Test - As Found on this flow. This is a test where you keep all the existing control settings as they were, and make SP (set point) step changes in automatic. A section of the recording of this test is shown in Figure 1. It is extremely interesting. It can be seen that as the SP was stepped up by some 2%, the flow did not move for almost 15 seconds, but the PD (controller’s output) which started moving immediately when the SP changed, had moved up by 2% by the time the PV started moving. This would indicate excessive stickiness or hysteresis in the valve.
The flow moved up towards SP and the just before it got there it suddenly shot up way past SP giving an overshoot of some 150%! The controller immediately reacted and reversed the PD by about 1%. The flow then came quickly back down to SP, stayed there for about 30 seconds and then went up again by just under a percent and then stuck there whilst the integral action in the controller slowly ramped the PD down trying to get the flow to move back down, confirming the diagnosis of hysteresis.
On the SP change down again the response again had a delay, but the valve didn’t overshoot on the way down.
For a longish period where the SP was constant it can be seen that it was not possible to keep the PV at SP with the PD ramping up and down trying to get the flow to the right place. A second SP step up and down pretty much mirrored what was seen in the first steps. (Not shown in the figure).
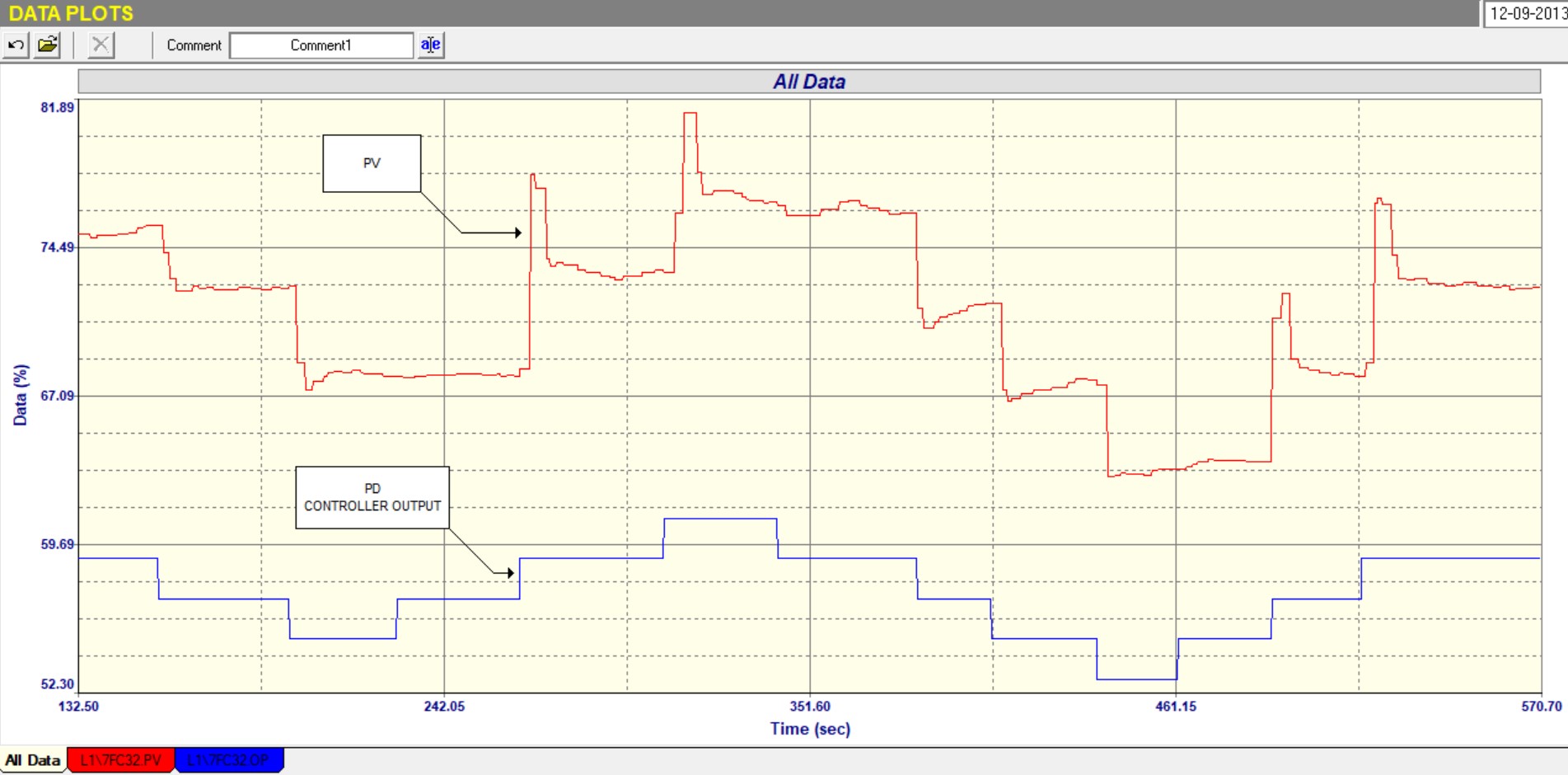
Figure 2
Figure 2 shows part of the Open Loop Test where the controller is in manual and equal steps of PD are made in both directions. (We always recommend that there should be a minimum of two steps in one direction, then at least three in the reverse direction, and then a minimum of one back in the first direction again. One should never only make one step when performing this test on self-regulating processes, as this may hide problems).
The test shows some interesting facts again:
1. The valve is about 2.5 times oversized which is seen by the ratio of the size of PV steps to those of the PD steps. (See previous articles as to how this works).
2. Huge spiked overshoots are again seen on steps when the valve is opening. The positioner at times seemed to be quite slow in getting the valve back to the right position which could also indicate stickiness in the valve at some places.
3. 2% hysteresis is present in the valve.
The main conclusions seen from these tests is that the positioner was not doing a good job and possibly should be repaired or even replaced. The 2.5% valve oversize made all the problems 2.5 times worse.
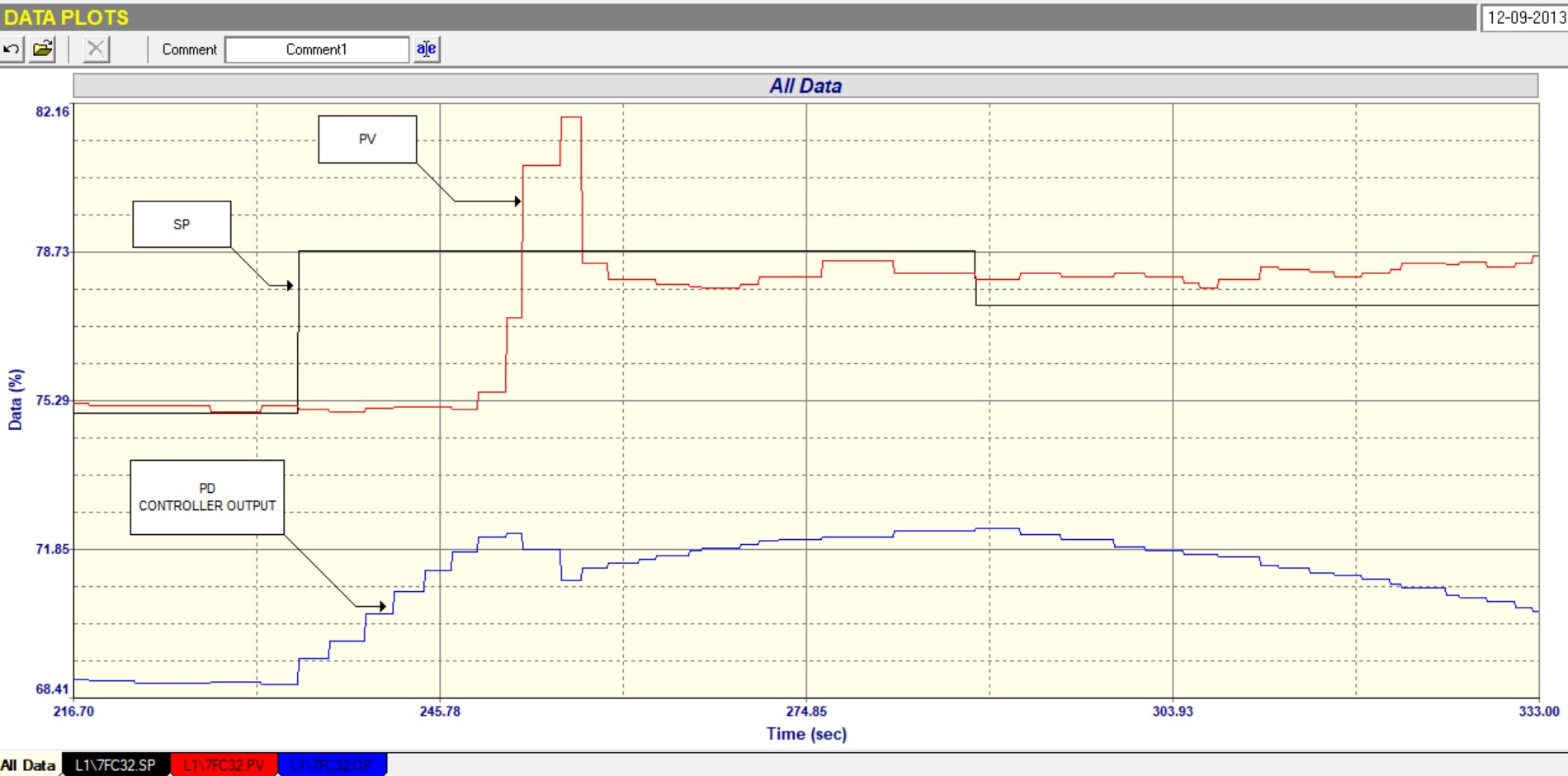
Figure 3
The tuning done from the open loop test showed that the “as found” tuning parameters used in the Closed Loop Test as Found were pretty “spot on”, designed to give a nice fast and stable response.
A further closed loop test was done with parameters that should have given slightly slower and a more stable response, and part of this test is shown in Figure 3. The Integral term in this test was made faster by about 30% in an effort to get the valve to respond more quickly on reversals. However once again it can be seen that the control is very badly affected by the hysteresis, and overshoots and it made it very difficult for the valve to be positioned in the right place to get the PV to SP.
Another good example of valve problems preventing good control, even when the tuning is good.