Home About us Contact us Protuner Loop Analyser & Tuner Educational PDFs Loop Signatures Case Histories
Michael Brown Control Engineering CC
Practical Process Control Training & Loop Optimisation
Control Loop Case History 36
SUCCESSFUL OPTIMISATION - THE NEED FOR COMMITMENT BY ALL
Normally these articles describe problems encountered in the course of optimising regulatory control systems in process plants. However whilst giving a course at a chemical plant, one of the delegates gave me a copy of an article that was published in the October 1992 edition of Hydrocarbon Processing. The article is entitled "Avoid advanced control project mistakes", and was written by Y.Z. Friedman of Petrocontrol in the USA, who is a consultant in process control and on-line optimisation. The article emphasised so much of what we have been saying, that I thought I would take it as the theme for this article.
Mr Friedman had been involved in evaluating advanced control systems in five refineries. This what he said about the "basic" regulatory controls:
"Everyone knows that building advanced controls on poorly tuned basic controls is akin to building skyscrapers on quicksand. But, in the audited refineries, this was only theoretical knowledge. (It was ignored). The art of loop tuning demands a combination of skills not often found in one individual: process dynamics and control theory; process engineering and understanding of interloop interactions; and familiarity with the economic driving forces and operating objectives. The skill requirements, and also the fact that tuning is a time-consuming activity, lead to tuning practices such as cutting or adding to the gain whenever someone complains, without conducting a test to identify the loop dynamics, and without appreciation of the tuning objective for the loop."
"The most commonly mistuned loops in the audited refineries were level controllers, where the operating objective is to keep the flow steady and accept level swings, but where tuners often prefer the opposite. At best, poorly tuned level controllers will introduce unnecessary disturbances in downstream equipment. At worst, the flow swings will interact through heat exchangers and recycles to drive the whole unit unstable without anyone knowing how to discriminate between cause and effect. The tuner would then respond by detuning the wrong loops adding sluggishness to the instability. In one of the refineries tuning was so bad that it was impossible to test any of the advanced control schemes because none of the units was stable."
Mr Friedman then suggests the following as a solution:
- Identify the people permitted to tune loops and train them well.
- Improve communication between the instrument technician who tunes the basis control loops and the process control engineer who tunes the advanced controls.
- Keep a history of tuning changes and reasons for the changes. Hopefully, this will eliminate perpetual tuning and detuning of the same loops.
- Create a guideline for tuning to cover the most common tuning objectives for flow, pressure, temperature, and level loops.
- Do not shy away from spending time on tuning loops. An expert may be able to tune 10 loops per day with the usual refinery mixture of loops.
It is interesting for me to find that other people agree with what we have been saying for many years. Typically our findings based on my own experiences in a couple of hundred plants, and those of my close colleagues in the U.K. and in the U.S.A. are:
- Approximately 85% of most basic regulatory control loops are ineffective in automatic.
- Over 50% of loops have equipment and/or design problems in them.
- Less than 5% of loops are tuned even close to optimum values.
- There is a general lack of understanding of practical aspects of loop optimisation.
- The reason that most plants run reasonably well is due to continual operator intervention, with most adjustments being made with the loops in manual.
- There is mistrust, and a lack of co-operation in many plants between operations and C&I. personnel, mostly due to parochial attitudes, and a lack of understanding of each others' fields.
- When a problem arises, the immediate reaction is to try and solve it by tuning.
- In many plants, there is a complete lack of awareness that the control loops are not operating effectively.
- Tuning is performed mostly by trial and error, and plants are very reluctant to invest in a proper analyser and scientific tuner to perform optimisation.
- Very few plants indeed regard optimisation as a distinct discipline. There is no commitment in the average plant to optimise loops, and they are not prepared to invest resources (including human resources) in this field. Strangely enough in many of these same plants, advanced control may be treated as a separate discipline, and a huge amount invested in such systems, with a complete disregard for the fact that such controls generally set the setpoints of the underlying basic regulatory controllers, and if these don't work properly, then there is little chance that the advanced controls can give optimum performance.
- Tuning is very often regarded as a very low level skill, and left to unqualified personnel who do not have the knowledge, skills, and training to undertake this work.
- The process operators who have to use the control system have invariably had no training or instruction whatsoever on feedback or feedforward control, and have little or no idea of its abilities or drawbacks.
A modern control system be it DCS or PLC/SCADA, costs in the order of millions of Rands. Why are plants so reluctant to try and invest a little more to try and make them work properly? Surely they must gain substantially in improved performance, productivity, product quality, and in fuel and other energy source savings.
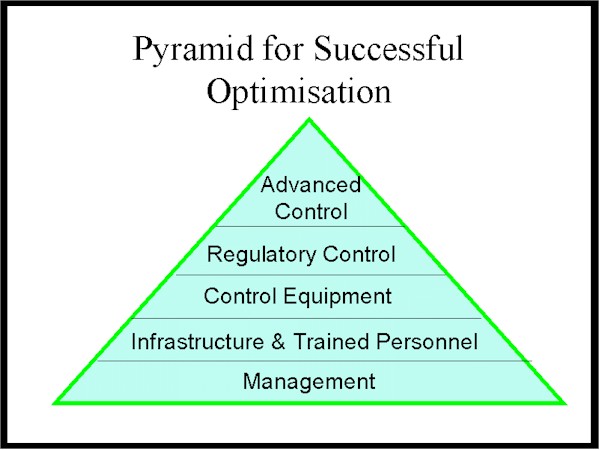
What then does a successful optimisation programme entail?
The pyramid shown in Figure 1 is the basis of this programme.
Figure 1
Commitment by all:
Firstly there must be a complete commitment by top management. Without their full support, the programme is doomed before it starts. They should also then ensure middle and junior management fully understand the objectives and also give it their full and unstinted backing.
Appointing the team:
At the outset, it must be understood that optimisation can for the reasons Mr. Friedman pointed out, generally not be undertaken by one individual or by a group of individuals from the same department (e.g. C&I). They do not have an overall broad enough knowledge and skill level of all the various disciplines required. Therefore optimisation needs to be undertaken by a team of people from various plant disciplines. Some may only need to serve on a part time basis. The types of disciplines that are required are C&I firstly, then a person who really has an excellent theoretical and practical understanding of the process is essential. Finally one of the best process operators in the plant should also be co-opted onto the team to help perform tests and to liase with the production people. This latter step will smooth the way to really good co-operation between C&I and production.
Purchasing the right tools:
Optimisation requires specialised tools. Apart from the usual calibration and test equipment normally available in most process plants, a proper high resolution, high speed, multi-channel loop analyser is required, complete with a tuning packet that can tune any loop with any type of dynamics. An on-line valve analyser system should also be made up, as valves are generally the major source of control problems in any plant.
Training the team:
It is essential that the whole team is trained on practical aspects of optimisation. There is almost a complete dearth of such training throughout the world. Nearly all control courses are either entirely theoretical, and bear little relation to reality, or else they are specifically product based. In the training courses we give, it is very common for highly experienced control engineers and technicians with years of experience to remark at the end of the courses that they are really sorry that they didn't have that knowledge years ago, as they could have achieved an unbelievable lot more. The most effective courses are held in the plant where time is spent in the training centre, and in the field optimising live loops. It is vital that the team start building up experience in order to apply their new skills effectively. Generally the instructor returns after a few weeks to review progress and answer any questions the team may have. It is also a very good idea to give a very abbreviated course to all the process operators, so they can gain an understanding of what the team is doing, and also to understand why the controls will probably be acting very differently after optimisation to the way they did previously. They generally react extremely positively to such training, and thereafter wholeheartedly support optimisation efforts.
Control equipment and strategies:
Optimum control can only be achieved with a well designed control strategy. Superior accurate, repeatable, measuring and control equipment is required. The actual control system must be versatile enough to apply the best algorithms for optimum control. Many of these algorithms are not standard, and so the system must allow the user to relatively easily programme them into the system. Really good and proper control valves are required on all loops where control is important. Valves that are not designed properly for modulating control will inhibit good control.
The results
Plants who have made such commitment to optimisation are generally delighted with the results. It is very difficult to try and get them to release actual figures in terms of financial gains, but it is common for them to talk that the benefits can be counted in the "millions region". However they invariably agree that the following results have been achieved:
- The plant operates much better near optimum conditions.Dramatically improved control variance.
- In some cases vastly increased throughputs.
- Improved quality.
- Better productivity.
- Less variance during changing conditions like start-ups, and ambient temperature swings.
- Enhanced and proper performance of advanced control systems.
- Huge savings in energy costs.
Is it not time that plant management start thinking of maximising their investment in their control system, and in their plant?